Practice guide to Plygene hot air welding
Format: pdf
About hot air lap welding Plygene Gutterline (GSW1B)
| Condition | Likely cause | Action |
| Welding surfaces reject each other. |
|
Use one or any combination of the following:
|
| Weld looks good but comes apart when tested. | Insufficient heat and/or roller pressure. | Slightly increase heat, work a little slower and increase roller pressure closer to the weld. |
| Hot shiny plastic oozes out from weld area. | Far too much heat. | Either reduce heat, increase speed, or both. |
| Weld is strong but job is very distorted. | Too much heat. | Fine-tune heat control or work slightly faster |
| Weld not consistent. |
|
Check heat supply has sufficient capacity. Ensure there is a closed pocket between the welding surfaces. |
| Blow holes in weld seam. |
|
Use hot air tool to blow moisture clear of weld area and ensure hot air weld stream drives water clear. Ensure sufficient gap is maintained between hot air nozzle and pressure roller. |
Our short demonstration videos give a better visualisation of this welding technique.
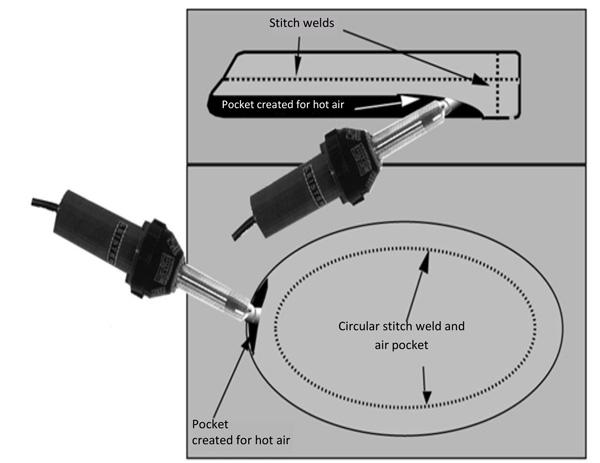
Creating a pocket into which hot air can be blown against back and side walls enables both weld surfaces to reach identical temperatures.
Firm, progressive roller pressure as close to the nozzle as is practicable ensures a perfect and consistent weld.
Function: Hot air welding practice guide
Type: Technical documents