About hot air lap welding Plygene Gutterline
Format: pdf
About hot air lap welding Plygene Gutterline (GSW1A)
If, in certain instances, it’s necessary to permanently fix accessories or shapes to Plygene, there are two ways to achieve this successfully:
1. By mechanical means – as described for PVC thimbles and rigid stop ends
2. By welding the component parts to each other
Examples of situations where PVC cylindrical split thimbles may not be suitable include:
• Cladding sheets preventing easy access for split thimbles on full side outlets
• Awkwardness of moulding downward flanges in liners and trapping with a split thimble and extension bolt where leaking is most prone.
So, when split thimbles cannot be used, alternative methods should be employed.
Alternative sealing methods.
We have developed options that will prevent water running back under the liner at outlet positions. These enable all shapes of outlets in all types of gutters to be successfully sealed by welding to the Plygene.
The following info relates to Plygene products that can be welded either in the factory or by the installer on-site.
Hot air welding in a controlled environment is easier than welding on a cold, wet and windy roof.
To make hot air welding on-site more user-friendly, we manufacture accessories designed for weld-in applications.
These are made from specially formulated, easily weldable and bespoke mouldable Plygene.
(Different types of Plygene together with a brief description are listed later).
The basic principle of welding Plygene is to bring the touching surfaces up to equal melt temperature without unduly distorting the outer surfaces.
The correct hot air heat, coupled with speed of movement and a very firm rolling pressure are the essentials.
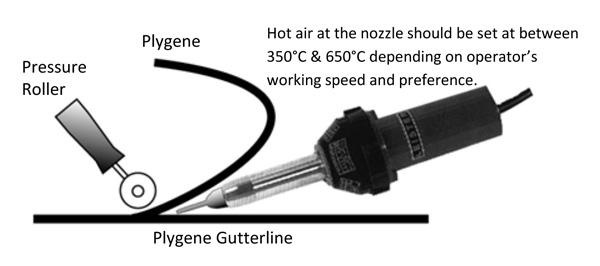
The temperature at the surfaces to be welded can be dictated by various factors. For example, even if the welding tool nozzle is set to a high temperature but held well back of the welding area, the actual transferred heat could be below welding requirement.
Moving the heat source into the welding area will result in more heat being transferred by the welding surfaces. If the heat source is held very close, with very hot air being blown into the weld area, combined with very slow movement then the weld will be unsuccessful due to surface rejection.
Working with our Easyweld range of accessories makes the welding of Plygene a straightforward operation. Provided basic best practice is followed and the operator has taken time to become proficient at simple techniques, successful welds should follow every time.
Function: About hot air lap welding Plygene Gutterline
Type: Technical documents