Bespoke moulded half tee-piece
Format: pdf
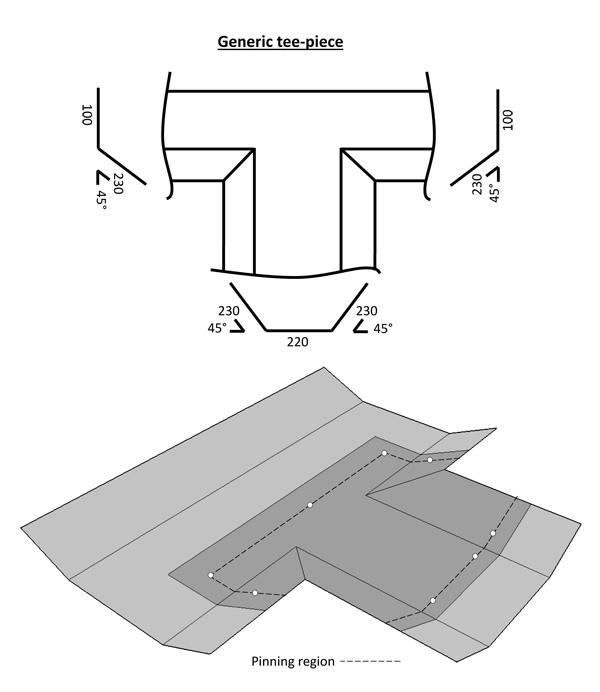
Bespoke moulded half tee piece (MWHTP)
Before any hot air welding of the tee piece, the liner should be pinned and fixed.
Fixings specification engineered for gutter substrate type
| Substrate | Product Code | Pilot hole (if required) | Drill speed |
| STEEL < 3mm | HDS-LS-30 | N/A | 0-2000rpm – Can be full speed |
| STEEL > 3mm | HDS-HS-40 | N/A | 0-2000rpm – Can be full speed |
| CONCRETE | HDS-CON-45 | 5mm Diameter | 0-950rpm – Typically 750Watt |
| ASBESTOS | HDS-ASB-38 | 9.5mm Diameter | Set to lowest speed |
When drilling holes into highly bonded materials such as asbestos cement, refer to the current health & safety guide.
The 12 fasteners detailed in the illustration show the correct way to adhere to the ‘200 rule’ for determining fixings requirements within pinning regions.
The 200 rule
The maximum gap permitted between fixings in the pinning region, is 200mm.
So, an additional fixing is required to bisect a 300mm gap at 150mm, while a 600mm gap is bridged with two further fixings (one at 200mm and one at 400mm).
Order your bespoke moulded half tee piece
Designed and manufactured to create a water junction between two gutters, this component is an essential element of many Plygene Gutterline installations.
Complete the attached document with your job reference number and the quantity you require to order yours.
Function: Water junction between 2 gutters
Type: Datasheets