Bespoke moulded sump box c/w outlet
Format: pdf
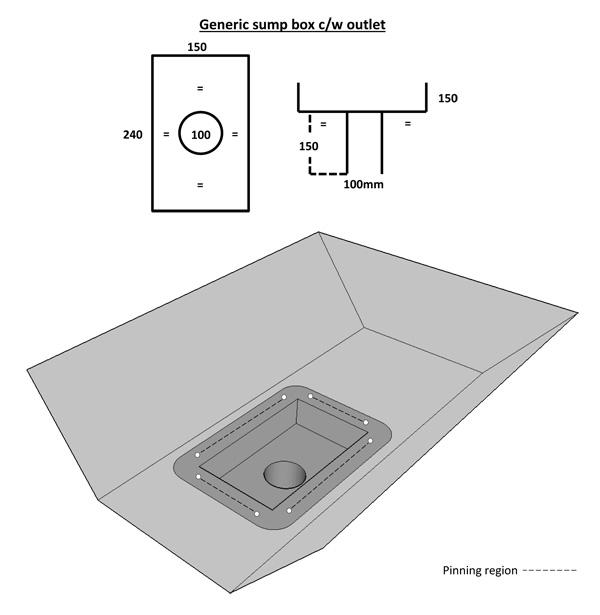
Bespoke moulded sump box c/w outlet (MWSB)
The liner of the sump box c/w outlet should be pinned and fixed before hot air welding.
Fixings specification engineered for gutter substrate type
| Substrate | Product Code | Pilot hole (if required) | Drill speed |
| STEEL < 3mm | HDS-LS-30 | N/A | 0-2000rpm – Can be full speed |
| STEEL > 3mm | HDS-HS-40 | N/A | 0-2000rpm – Can be full speed |
| CONCRETE | HDS-CON-45 | 5mm Diameter | 0-950rpm – Typically 750Watt |
| ASBESTOS | HDS-ASB-38 | 9.5mm Diameter | Set to lowest speed |
Remember to refer to the current health & safety guide when drilling holes into asbestos cement and other highly bonded materials.
The illustration above shows a typical installation including eight fasteners, with two in each corner.
To determine exactly how many fixings are required in a pinning area, always follow the ‘200 rule’.
The 200 rule
The maximum permitted gap between fixings in the pinning region is 200mm.
So a 600mm gap is bridged with two further fixings (one at 200mm and one at 400mm), while for a 300mm gap between fixings, an additional fixing is required to bisect at 150mm.
Order your bespoke moulded sump box c/w outlet
Designed to increase capacity of the outlet, this component is a vital element of several Plygene gutterline installations.
Complete the attached document with your job reference, dimensions and required quantity, job reference and project dimensions to order yours.
Function: To increase the capacity of the outlet
Type: Datasheets